










Shanker Wire Products Industries
Test Weights or Standard Weights or Calibrated Weights are used as calibration of Scale, therefore they are also called Scale Calibration Weights.
India adopted metric system in 1958.
Whereas SWPI, started manufacturing Test Weights in 1961and since 1961 SWPI is a leading manufacturer of Test Weights ranging from 100 g to 1000 kg. It maintains a high standard of accuracy in quality, dimensions, surface smoothness and finishing.
It meets all the requirements of Test Weights or Standard Weights as recommended by OIML.
OIML appreciated our quality in 1973 itself.
SWPI started exporting his weights in 1972 and have regularly exported to 42 countries till 2022 due to its consistent quality. Reputed companies of the world in the field of Weights & Measures are now outsorcing all their requirements from SWPI.
Its Calibration Laboratory is accredited by NABL ( National Accreditation Board for Testing and Calibration Laboratories, Govt. of India) as per ISO/IEC 17025:2017.


STANDARD WEIGHTS
Rectangular shape
100kg to 1000kg
Model No. SWPI: 26-27(a)

CALIBRATION WEIGHTS
Adjusting cavity on the top
5 kg to 50 kg
Model No. SWPI:1-4(a)

CALIBRATION WEIGHTS
Adjusting cavity at the bottom
5 kg to 50 kg
Model No. SWPI:1-4(b)

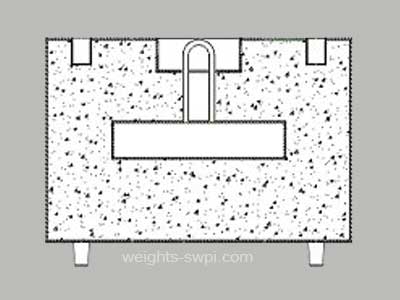
CALIBRATION WEIGHTS
Adjusting cavity in the handle
5 kg to 50 kg
Model No. SWPI:1-4(c)

TEST WEIGHTS
Rectangular shape
5 kg to 50 kg
Model No. SWPI:1-4

TEST WEIGHTS
Rectangular shape
5 kg to 20 kg
Model No. SWPI:18-20

TEST WEIGHTS
Suitable for lifting by forklift
100 kg to 1000 kg
Model No. SWPI:26-27(c)

TEST WEIGHTS
Rectangular shape
500 kg to 1000 kg
Model No. SWPI:187

TEST WEIGHTS
Hexagonal shape
100 g to 2 kg
Model No. SWPI:21-25

TEST WEIGHTS
Hexagonal shape
50 g to 2 kg
Model No. SWPI:52-56

TEST WEIGHTS
Hexagonal shape
100 g to 20 kg
Model No. SWPI:137-145

TEST WEIGHTS
Hexagonal shape
5 kg to 50 kg
Model No. SWPI:48-51

Slotted Weights with Hanger
100 g to 20 kg
1 N to 200 N
Model No. SWPI: 87-93

Proportional Weights
Ratio= 100:1 & 50:1
5 kg to 200 kg
Model No. SWPI: 136

Avoirdupois Weights
1/4 oz to 4 lb
Model No. SWPI:125-133

Avoirdupois Weights
7 lb to 56 lb
Model No. SWPI:60-63

Bell Weights
5 g to 500g
Model No. SWPI:47

Roller Weights
200 kg, 250 kg & 500kg
Suitable for Lifting & Rolling
Model No. SWPI:168-170

Cylindrical Weights
100 g to 10 kg
OIML R-111 (Part-1)
Model No. SWPI: 5-17

Cylindrical Weights
100 g to 10 kg
Schengener States
Model No. SWPI: 171-176

Cylindrical Weights
100 kg to 1000 kg
Suitable for Lifting & Rolling
Model No. SWPI:26-27(b)

Cylindrical Weights
100 kg to 1000 kg
Suitable for Rolling
Model No. SWPI:26-27(d)

Fabricated Standard Weights
100 kg to 1000 kg
Suitable for lifting by forklift
Model No. SWPI: 181-183
Fabricated Standard Weights
1000 kg
Suitable for lifting by forklift
Model No. SWPI: 189
